专注冷焊机研发先进企业
免费试样·欧盟认证·技术培训·专业团队
客户服务热线 400-800-8257

免费试样·欧盟认证·技术培训·专业团队

冷焊技术在高碳材质补焊上的运用
一、设备性能及工作特点介绍:
设备型号:HB-J3型精密补焊机设备性能参数:
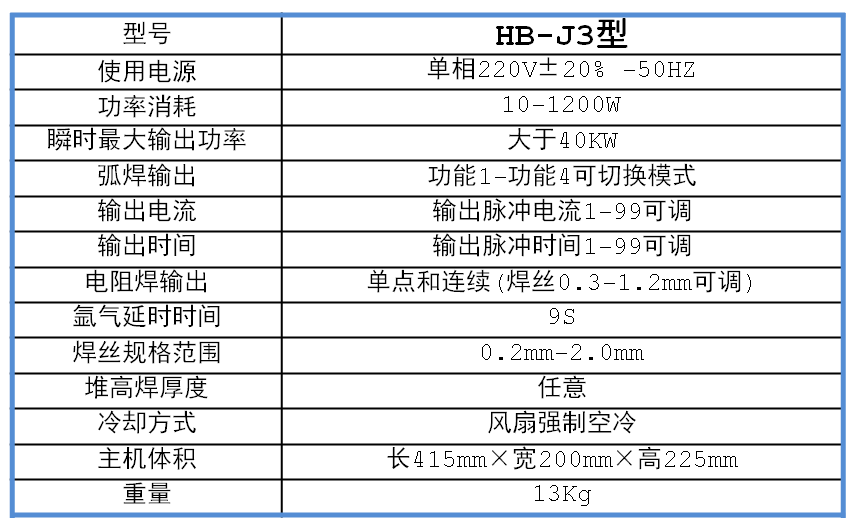
工作特点:采用微电脑芯片控制输出电流和时间,使得脉冲电流〔1〜99〕幻和电压(1〜99)可任意调节。 单次熔焊可以在几十毫秒〔1秒=1000毫秒)内完成焊丝与工件的熔接;相对氩弧焊(大千几秒)来说其 传导到工件的热量相当少,所以就基体本身而言,发热量较少,焊点以外基体区域升温小,对基体不会产生退火、淬火效应;又由千每个焊接脉冲产生的熔池小千2饥饥3,所以焊接接头焊接应力也较小;虽然一个焊点需要很多单个熔池产生,但焊点的应力方向分散,工件受到的集中应力也较小,因此补焊后工件变形小,且不容易引起焊接裂纹。釆用氩气保护光焊丝焊接,避免了焊接夹渣等问题的产生。
二、实验内容
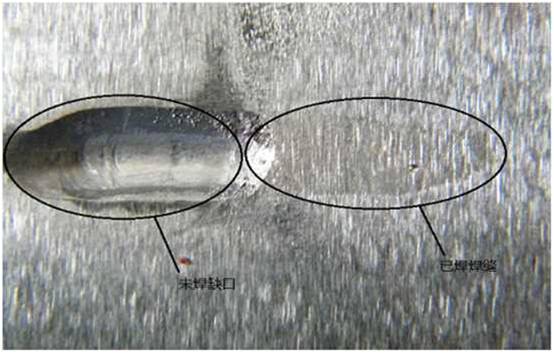
1、我公司已经提供CR26材质一块给设备厂家进行缺陷的冷焊,焊材为a308焊条。以下为焊接试块打磨后及PT渗透探伤后的照片对比:
2、宏犇HB-J3型精密补焊机在焊补高碳材质产品的实验结果,焊补补结果如下:
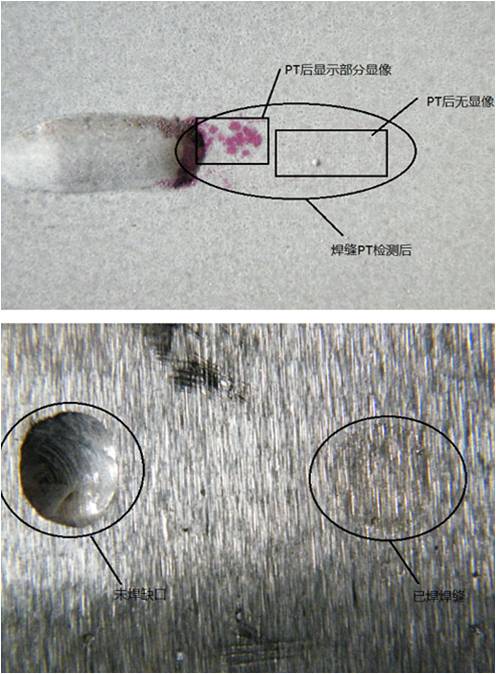
PT显像后图片
 打磨后,无焊缝,焊点熔合质量较好
打磨后,无焊缝,焊点熔合质量较好

焊丝及硬度测试结果如下:
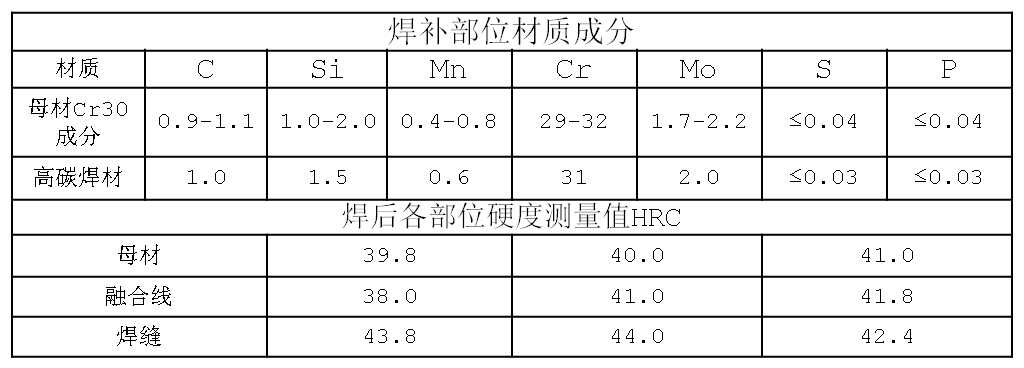
本焊丝为我司生产的耐腐蚀抗磨焊材,生产及销售厂家:宏犇实业(上海)有限公司。
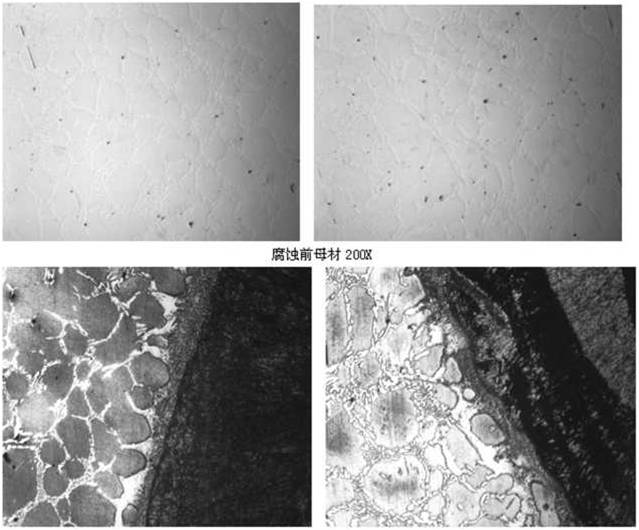
3、母材Cr30和高碳焊丝焊补后金相组织分析:
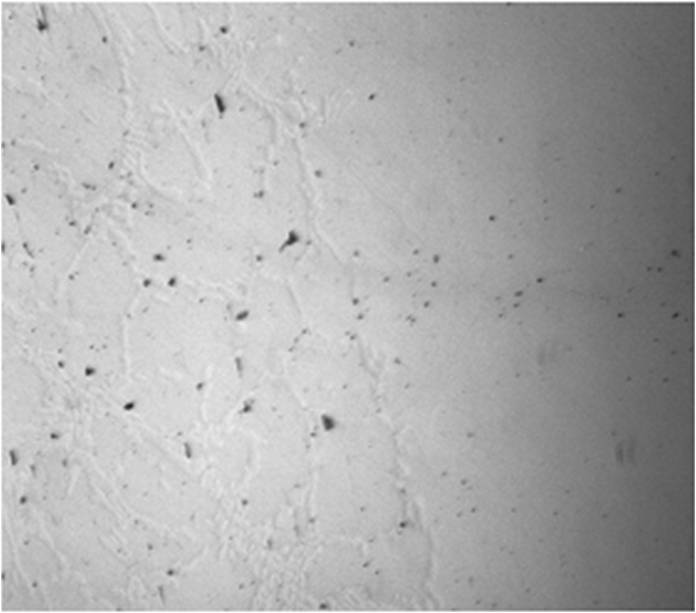
腐蚀前热影响区200X
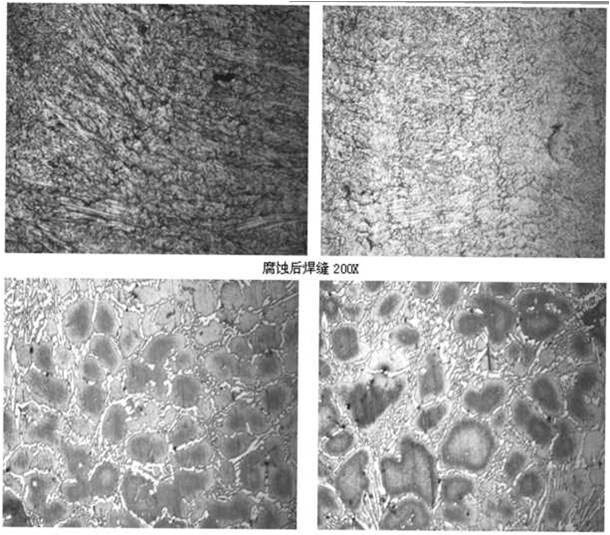
腐蚀后热影响区200X
腐蚀后母材200X
⑴ 釆用我司高碳焊丝再配合HB-J3型精密补焊机进行焊补,焊后母材硬度(39.8、40.2、42.5);焊缝硬度(42.5、45.5、43.2);
⑵修补后用精磨砂轮打磨后,表面无气孔、夹渣、裂纹等焊接缺陷(如上图)
结论:
1、通过选用HB-J3型精密补焊机釆用冷焊技术补焊高碳材质铸造缺陷,可以防止铸件缺陷补焊过程中的开裂、机加工过程中的脱落等问题;
2、釆用冷焊技术补焊后的缺陷表面通过打磨或机加工后可得到很好的表面质跫,无夹渣、气孔、微裂纹等焊接缺陷;
3、通过选用合适的焊接材料,焊缝区域硬度可迖到母材的硬度荽求;
4、通过金相分析,冷焊焊缝及热影响运发生了冶金反应,并迖到了较好融合的效果。
综上:HB-J3型精密补焊机的冷焊技术可以很好的解决高碳材质
产品运用传统焊机无法焊补的问题。
Copyright © 2021 宏犇实业版权所有 备案号:沪ICP备13025119号

扫一扫 咨询
 返回列表
返回列表 24小时客服在线
24小时客服在线